
 Julie Fraser here, and if you came in through Iyno Advisors, let me explain why I’m so excited to be part of Tech-Clarity now.
Julie Fraser here, and if you came in through Iyno Advisors, let me explain why I’m so excited to be part of Tech-Clarity now.
 Technology Is Disruptive
Imagine all the ways technology has impacted our lives. It can be mind-boggling. Just think, how many high-tech products do you rely on every day that didn’t even exist not so long ago? Can you imagine life without the internet, smart phones, or a GPS? Not only are those relatively newer technologies commonplace, they’ve led to numerous other high-tech businesses, many of which have been disruptive.
It Is Hard to Stay Relevant
It is hard to believe today’s high school students don’t remember a world without the iPhone or have no concept of waiting to develop film after a family vacation. At the same time, some of today’s hottest products will eventually meet the same fate as the Walkman and VHS player, products we could not live without in the 80s, but are completely irrelevant today. In the high-tech industry, if you are unable to rapidly respond to today’s critical business issues, you risk becoming tomorrow’s Palm, the first company to produce personal digital assistants (PDAs), but it did too little, too late to maintain its market share. Interestingly, a study conducted by
Technology Is Disruptive
Imagine all the ways technology has impacted our lives. It can be mind-boggling. Just think, how many high-tech products do you rely on every day that didn’t even exist not so long ago? Can you imagine life without the internet, smart phones, or a GPS? Not only are those relatively newer technologies commonplace, they’ve led to numerous other high-tech businesses, many of which have been disruptive.
It Is Hard to Stay Relevant
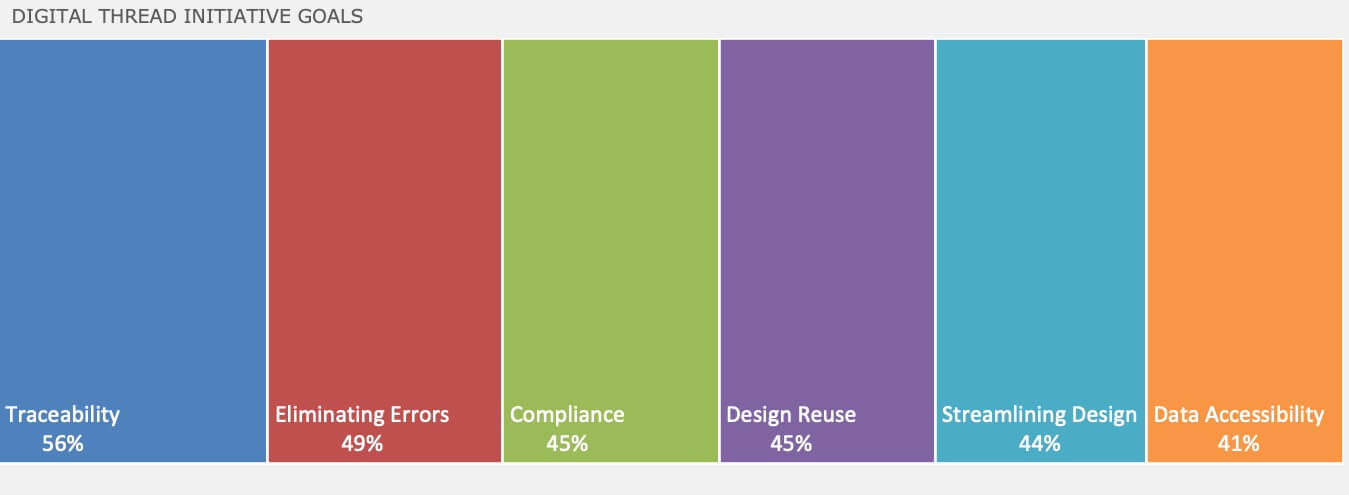
It is hard to believe today’s high school students don’t remember a world without the iPhone or have no concept of waiting to develop film after a family vacation. At the same time, some of today’s hottest products will eventually meet the same fate as the Walkman and VHS player, products we could not live without in the 80s, but are completely irrelevant today. In the high-tech industry, if you are unable to rapidly respond to today’s critical business issues, you risk becoming tomorrow’s Palm, the first company to produce personal digital assistants (PDAs), but it did too little, too late to maintain its market share. Interestingly, a study conducted by 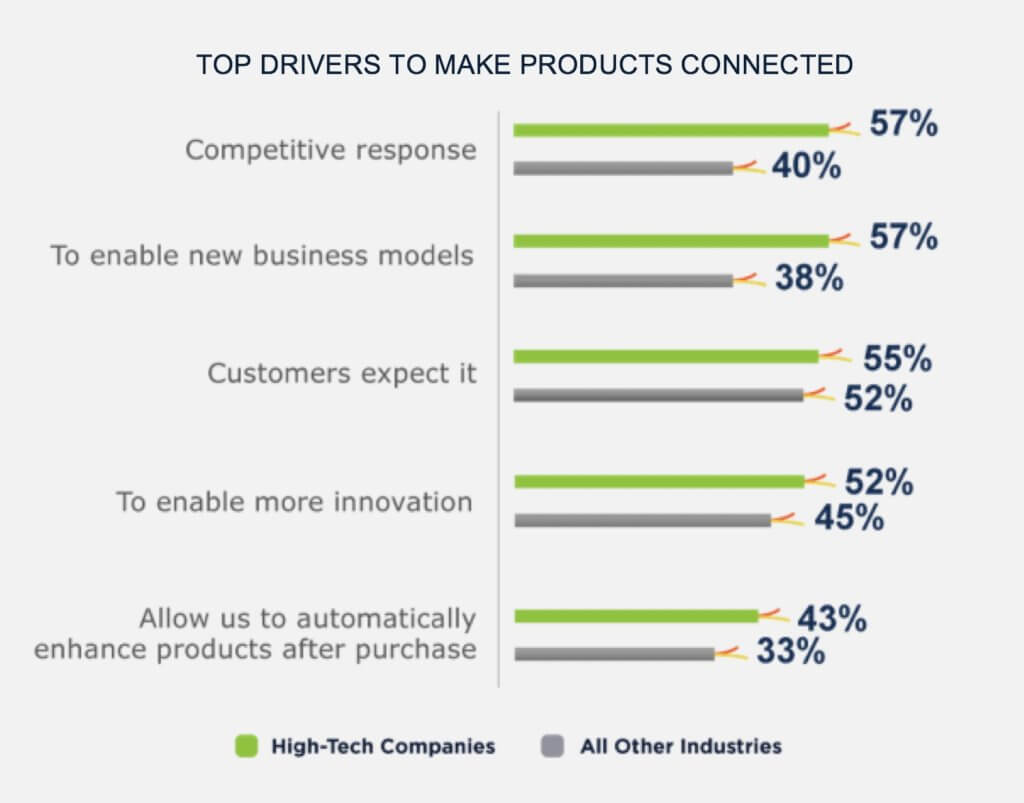 Another key trend is that products are becoming smarter and more connected. Product intelligence requires more engineering disciplines, making collaboration across the team critical, especially to overcome the inherent silos within engineering disciplines.
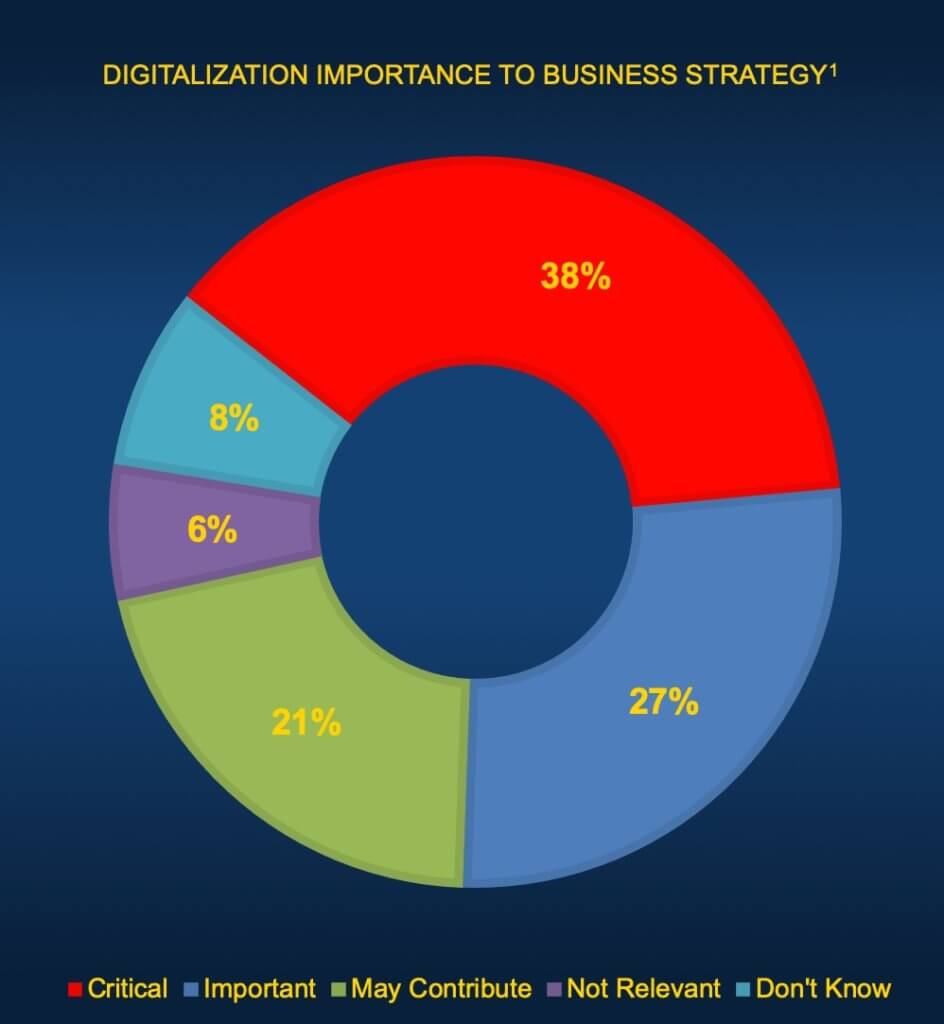
Ignoring this trend is not an option as 50% of high-tech companies report they will lose market share if they don't make their products smarter, and 50% also say they will lose revenue. Further, high-tech companies also feel pressure to make products connected. As can be seen in the graph, 57% of high-tech companies say it is a competitive response which means it is a trend they can not ignore because their competitors are already looking at connectivity. However, while connectivity will make them more competitive, it adds to the complexity and extends the need for excellent collaboration
Another key trend is that products are becoming smarter and more connected. Product intelligence requires more engineering disciplines, making collaboration across the team critical, especially to overcome the inherent silos within engineering disciplines.
Ignoring this trend is not an option as 50% of high-tech companies report they will lose market share if they don't make their products smarter, and 50% also say they will lose revenue. Further, high-tech companies also feel pressure to make products connected. As can be seen in the graph, 57% of high-tech companies say it is a competitive response which means it is a trend they can not ignore because their competitors are already looking at connectivity. However, while connectivity will make them more competitive, it adds to the complexity and extends the need for excellent collaboration








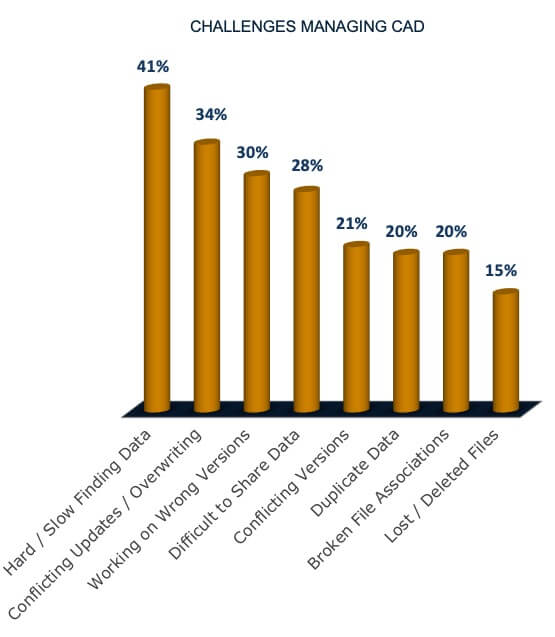
 Companies with five or fewer engineers leverage a variety of design data management solutions ranging from core CAD management to PLM. Responses to an open ended question on benefits show that they primarily perceive the value of the basics – keeping data under control, making it easy to find, and being able to share it with others. The results reported include improved design efficiency and throughput.
Conclusion
Survey analysis leads us to conclude that design data management solutions including PDM, PLM, or more focused CAD / Engineering Data Management solutions help even the smallest companies hit their product development targets.
Recommendations
Based on our experience and the results of this research, we recommend that:
Companies with five or fewer engineers leverage a variety of design data management solutions ranging from core CAD management to PLM. Responses to an open ended question on benefits show that they primarily perceive the value of the basics – keeping data under control, making it easy to find, and being able to share it with others. The results reported include improved design efficiency and throughput.
Conclusion
Survey analysis leads us to conclude that design data management solutions including PDM, PLM, or more focused CAD / Engineering Data Management solutions help even the smallest companies hit their product development targets.
Recommendations
Based on our experience and the results of this research, we recommend that:






How has one of the largest integrated suppliers to the wood processing industry used the IoT to digitally transform their business and deliver new revenue? Learn how BID Group has improved throughput and performance for their customers by remotely monitoring their equipment through the IoT. Join this interactive IndustryWeek webcast, How BID Group Delivers New…