What step are many companies missing to ensure their Industry 4.0 initiatives succeed? Why Strategy Matters to Industry 4.0 Success discusses the importance of enterprise strategy. The right strategy makes even pilot projects more likely to live up to their potential. This eBook talks about how thinking big for enterprise transformation makes initiatives more pragmatic.
Please enjoy the summary* below. For the
What step are many companies missing to ensure their Industry 4.0 initiatives succeed? Why Strategy Matters to Industry 4.0 Success discusses the importance of enterprise strategy. The right strategy makes even pilot projects more likely to live up to their potential. This eBook talks about how thinking big for enterprise transformation makes initiatives more pragmatic.
Please enjoy the summary* below. For the  Strategy matters to Industry 4.0 success in several ways. Projects that have a clear context in strategy can deliver benefits not only locally, but roll out more widely and deliver enterprise benefits. Continuous Improvement (CI) progress can be smoother and more assured. With that clear strategic foundation, Industry 4.0 enables manufacturers to deliver higher value to their customers and markets now and into the future.
In short, Strategy Matters to Industry 4.0!
Strategy matters to Industry 4.0 success in several ways. Projects that have a clear context in strategy can deliver benefits not only locally, but roll out more widely and deliver enterprise benefits. Continuous Improvement (CI) progress can be smoother and more assured. With that clear strategic foundation, Industry 4.0 enables manufacturers to deliver higher value to their customers and markets now and into the future.
In short, Strategy Matters to Industry 4.0!
 Can the most sophisticated manufacturing in the world get smarter? Join Julie Fraser in this session to challenge yourself. Consider what you don't already know in this session at Siemens Industry Software’s
Can the most sophisticated manufacturing in the world get smarter? Join Julie Fraser in this session to challenge yourself. Consider what you don't already know in this session at Siemens Industry Software’s 
 But There Are Challenges
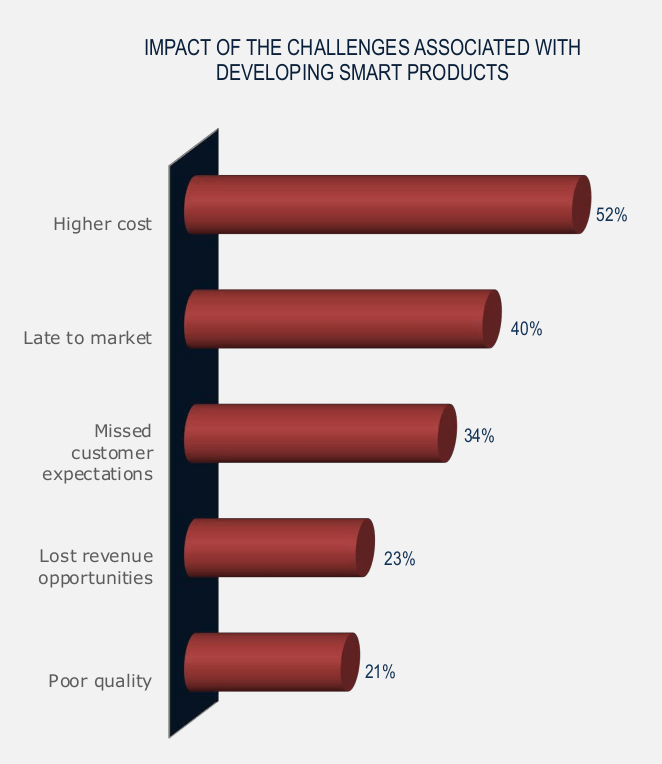
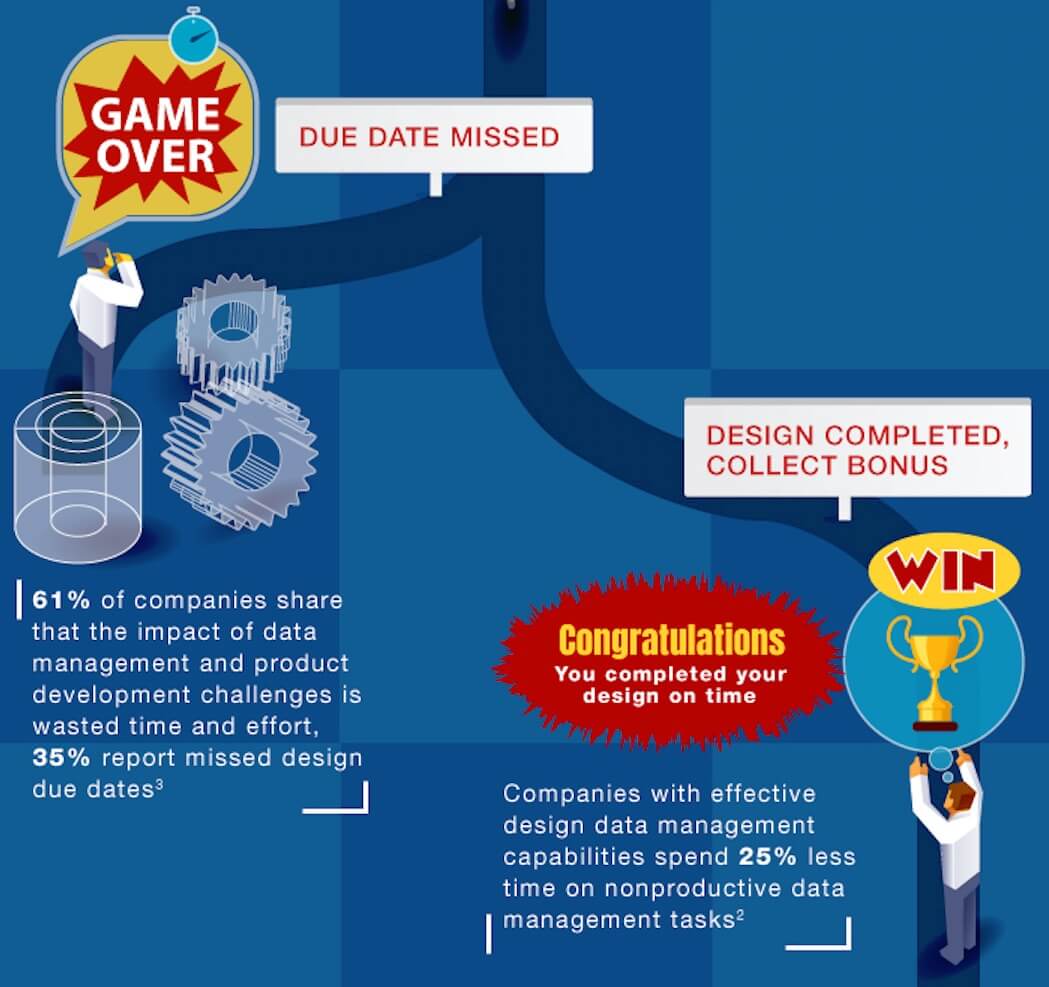
However, the advantages of smart products come at a cost. Developing complex, intelligent products brings inherent complexity. Multiple design disciplines must synchronize their work across different design life cycles. Multiple configuration options add even more complexity. Tech-Clarity research identifies several challenges created by increased complexity, but more importantly shows there can be significant, negative business impact (see graph). [
But There Are Challenges
However, the advantages of smart products come at a cost. Developing complex, intelligent products brings inherent complexity. Multiple design disciplines must synchronize their work across different design life cycles. Multiple configuration options add even more complexity. Tech-Clarity research identifies several challenges created by increased complexity, but more importantly shows there can be significant, negative business impact (see graph). [ In addition to best practices, companies should implement a lifecycle-oriented platform to enable a cohesive, transparent product development process across disciplines. These solutions allow companies to implement best practices to take advantage of the compelling benefits of smart products without suffering from costly, negative impacts to quality and time-to-market.
In addition to best practices, companies should implement a lifecycle-oriented platform to enable a cohesive, transparent product development process across disciplines. These solutions allow companies to implement best practices to take advantage of the compelling benefits of smart products without suffering from costly, negative impacts to quality and time-to-market.
 The introductory blog post of this two part series, defines the "waterfall" and "agile" methodologies. The post them reveals two of the five reasons to consider an agile methodology for your product development process:
The introductory blog post of this two part series, defines the "waterfall" and "agile" methodologies. The post them reveals two of the five reasons to consider an agile methodology for your product development process:
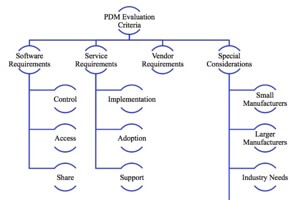
 What software tools do engineers need to support product design? Which capabilities will help engineers develop products that are higher quality, more personalized, more innovative, and lower in ownership cost?
These are challenging tasks to achieve that are further complicated due to increasing product complexity, engineering changes, and multiple engineering disciplines. However, with the correct software solution, the challenges can be surmounted during product design. Tech-Clarity's
What software tools do engineers need to support product design? Which capabilities will help engineers develop products that are higher quality, more personalized, more innovative, and lower in ownership cost?
These are challenging tasks to achieve that are further complicated due to increasing product complexity, engineering changes, and multiple engineering disciplines. However, with the correct software solution, the challenges can be surmounted during product design. Tech-Clarity's  While the amount of embedded software in today’s products is growing, for the purposes of this guide, it was not considered part of the scope.
While the amount of embedded software in today’s products is growing, for the purposes of this guide, it was not considered part of the scope.



 Objectives for Competitiveness
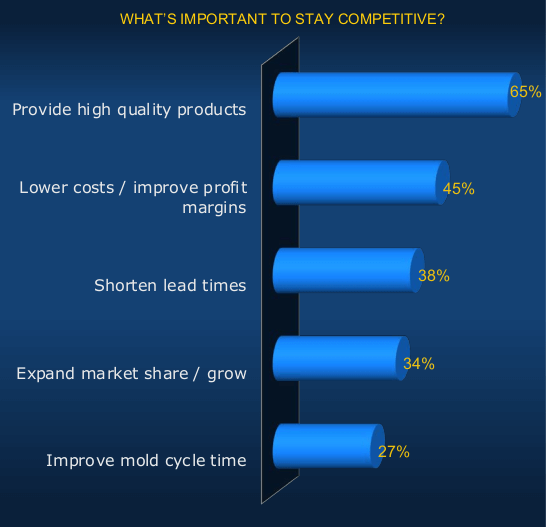
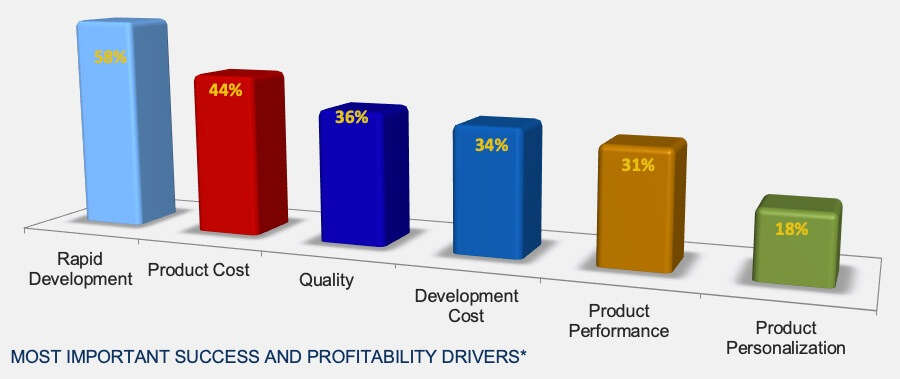
How can you become even more competitive? Where should you focus? The graph shows the top five areas. At a high level, it is about keeping customers happy.
Quality
Ensuring the quality of your molds and the resulting parts can help you stand out from other mold shops. It gives customers a reason to do business with you. High quality helps you earn their loyalty because they know they'll be able to rely on you. However, injection molding is so complex, it is hard to predict exactly what will happen, so having the right systems and processes in place will help you catch problems as early as possible to ensure quality.
Cost
Cost is also critical. If you can keep your costs low, you can afford to be price competitive without compromising your profit margins. However, as with quality, you need to catch potential problems as early as possible to avoid expensive mold rework. Efficiency will also help keep development costs down.
Speed
Efficiency also helps you meet delivery dates. Customers desire short lead times, so removing bottlenecks will help you win more bids. Shorter cycle times also help. Shaving just a couple of seconds off can save your customer tens or even hundreds of thousands of dollars. That’s certainly a reason for a customer to want to work with you!
Market Share and Cycle Time
The more customers you win over, the bigger your market share, which will boost your visibility and reputation to help you win even more business.
Objectives for Competitiveness
How can you become even more competitive? Where should you focus? The graph shows the top five areas. At a high level, it is about keeping customers happy.
Quality
Ensuring the quality of your molds and the resulting parts can help you stand out from other mold shops. It gives customers a reason to do business with you. High quality helps you earn their loyalty because they know they'll be able to rely on you. However, injection molding is so complex, it is hard to predict exactly what will happen, so having the right systems and processes in place will help you catch problems as early as possible to ensure quality.
Cost
Cost is also critical. If you can keep your costs low, you can afford to be price competitive without compromising your profit margins. However, as with quality, you need to catch potential problems as early as possible to avoid expensive mold rework. Efficiency will also help keep development costs down.
Speed
Efficiency also helps you meet delivery dates. Customers desire short lead times, so removing bottlenecks will help you win more bids. Shorter cycle times also help. Shaving just a couple of seconds off can save your customer tens or even hundreds of thousands of dollars. That’s certainly a reason for a customer to want to work with you!
Market Share and Cycle Time
The more customers you win over, the bigger your market share, which will boost your visibility and reputation to help you win even more business.
 Based on this research and our experience, we recommend that Automotive companies:
Based on this research and our experience, we recommend that Automotive companies:
 Staying Competitive
To successfully develop competitive products, companies must focus on a variety of factors, especially product performance, innovation, and quality. Achieving this falls on the shoulders of engineers, but juggling so many different requirements makes the job tough. To achieve these goals, product development teams must be empowered to make the best design decisions efficiently. However, several factors stand in the way.
Limitations of Product Development Environments
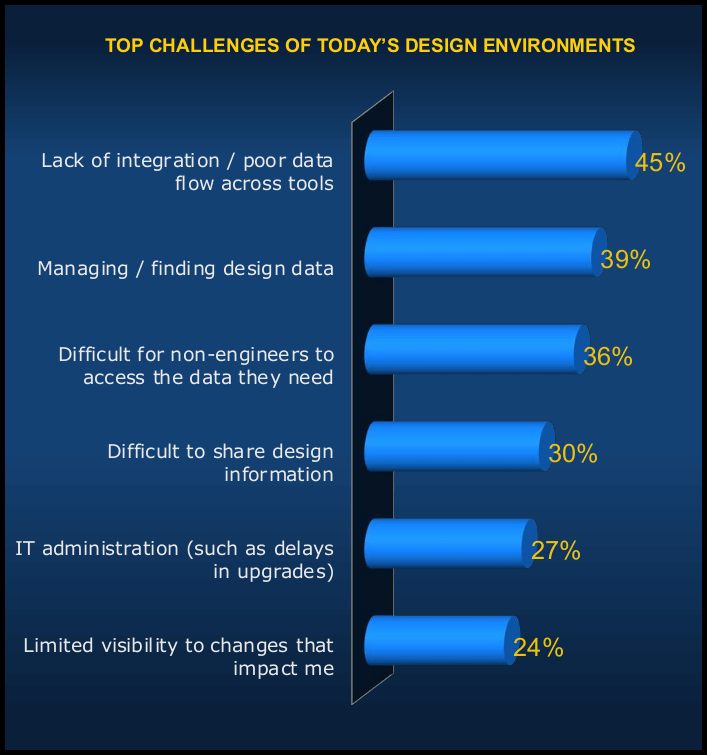
To identify factors that slow down engineers, we asked survey respondents about the top challenges of today's design environments (see graph). Due to all the criteria engineers must think about, they need access to a lot of information. Unfortunately, poor integration across tools makes it hard to find what they need. It also means it’s hard to know about changes that impact other parts of the design. Plus, design information tends to be in a format that is not easy to share nor easy to understand, especially for staff with less technical knowledge. This limits opportunity because when more people provide input, you can explore more ideas. More ideas lead to superior innovation and improvements in usability, quality, and manufacturability. IT limitations also create challenges. It takes time to maintain all the different software tools. Also, hardware investments are costly.
These problems are so widespread, surprisingly, only 5% do not experience challenges with today's design environments. In other words, 95% of companies suffer from design environment challenges that lead to design bottlenecks and collaboration problems. Let's explore these challenges further to understand their impacts.
Staying Competitive
To successfully develop competitive products, companies must focus on a variety of factors, especially product performance, innovation, and quality. Achieving this falls on the shoulders of engineers, but juggling so many different requirements makes the job tough. To achieve these goals, product development teams must be empowered to make the best design decisions efficiently. However, several factors stand in the way.
Limitations of Product Development Environments
To identify factors that slow down engineers, we asked survey respondents about the top challenges of today's design environments (see graph). Due to all the criteria engineers must think about, they need access to a lot of information. Unfortunately, poor integration across tools makes it hard to find what they need. It also means it’s hard to know about changes that impact other parts of the design. Plus, design information tends to be in a format that is not easy to share nor easy to understand, especially for staff with less technical knowledge. This limits opportunity because when more people provide input, you can explore more ideas. More ideas lead to superior innovation and improvements in usability, quality, and manufacturability. IT limitations also create challenges. It takes time to maintain all the different software tools. Also, hardware investments are costly.
These problems are so widespread, surprisingly, only 5% do not experience challenges with today's design environments. In other words, 95% of companies suffer from design environment challenges that lead to design bottlenecks and collaboration problems. Let's explore these challenges further to understand their impacts.
 Based on industry experience and research for this report, Tech-Clarity offers the following recommendations:
Based on industry experience and research for this report, Tech-Clarity offers the following recommendations:

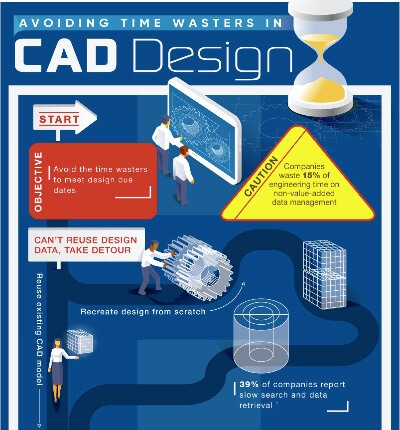
 How can a company better utilize engineers’ time?
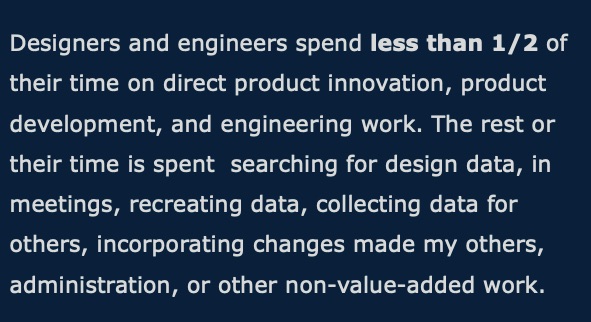
Today's market is hyper competitive; it is hard to stand out. To be successful, companies must empower their engineering teams to focus on product innovation, quality, performance and cost. Balancing those key criteria is challenging enough, but made even more challenging as engineers report they waste a third of their time on non-value added work. Tech-Clarity’s
How can a company better utilize engineers’ time?
Today's market is hyper competitive; it is hard to stand out. To be successful, companies must empower their engineering teams to focus on product innovation, quality, performance and cost. Balancing those key criteria is challenging enough, but made even more challenging as engineers report they waste a third of their time on non-value added work. Tech-Clarity’s 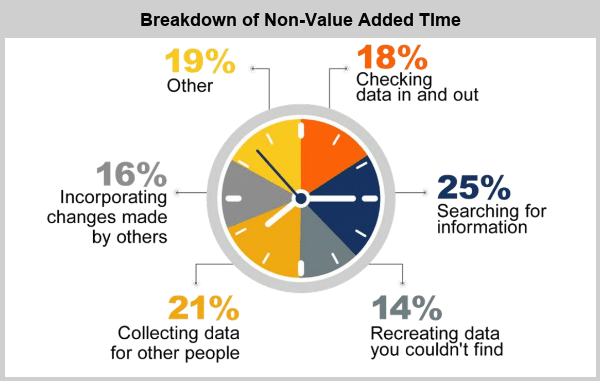 % of their time is spent working with outdated information, leading to more wasted effort and rework. One way companies can improve this situation is to provide engineers with real-time access to design data, in the right context. The result should be increased engineering bandwidth so engineers can focus more effort on making products more competitive.
Determining Best Practices
To determine best practices for accessing design information, Tech-Clarity analyzed survey responses from nearly 250 manufacturers to understand how they manage data, communicate engineering changes, and collaborate with both internal and external members of the development team.
The research shows that companies who are most successful, Top Performers, are nearly 2-times more likely to maintain up-to-date models. PDM/PLM makes these real-time updates possible.
What Can You Learn from This Research?
% of their time is spent working with outdated information, leading to more wasted effort and rework. One way companies can improve this situation is to provide engineers with real-time access to design data, in the right context. The result should be increased engineering bandwidth so engineers can focus more effort on making products more competitive.
Determining Best Practices
To determine best practices for accessing design information, Tech-Clarity analyzed survey responses from nearly 250 manufacturers to understand how they manage data, communicate engineering changes, and collaborate with both internal and external members of the development team.
The research shows that companies who are most successful, Top Performers, are nearly 2-times more likely to maintain up-to-date models. PDM/PLM makes these real-time updates possible.
What Can You Learn from This Research?
 This report explores best practices for streamlining access to design data in real-time. It also exposes some challenges manufacturers should be aware of as they strive to maintain a competitive edge in today's complex and cutthroat environment. The report also reveals how manufacturers can plan for a design environment that will prepare them for long-term competitiveness.
This report explores best practices for streamlining access to design data in real-time. It also exposes some challenges manufacturers should be aware of as they strive to maintain a competitive edge in today's complex and cutthroat environment. The report also reveals how manufacturers can plan for a design environment that will prepare them for long-term competitiveness.
 What should you think about when selecting a software solution to support the development of medical devices while considering the Case for Quality and the EU MDR?
Tech-Clarity’s
What should you think about when selecting a software solution to support the development of medical devices while considering the Case for Quality and the EU MDR?
Tech-Clarity’s 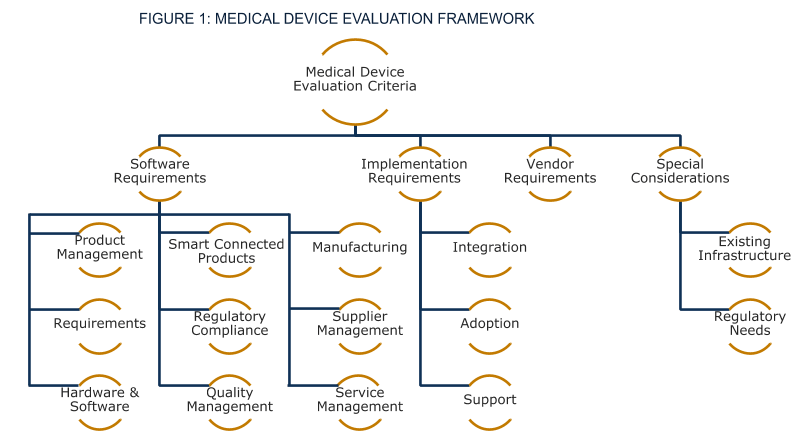


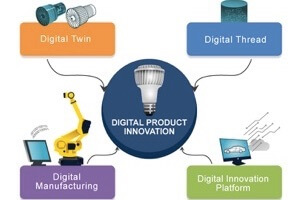
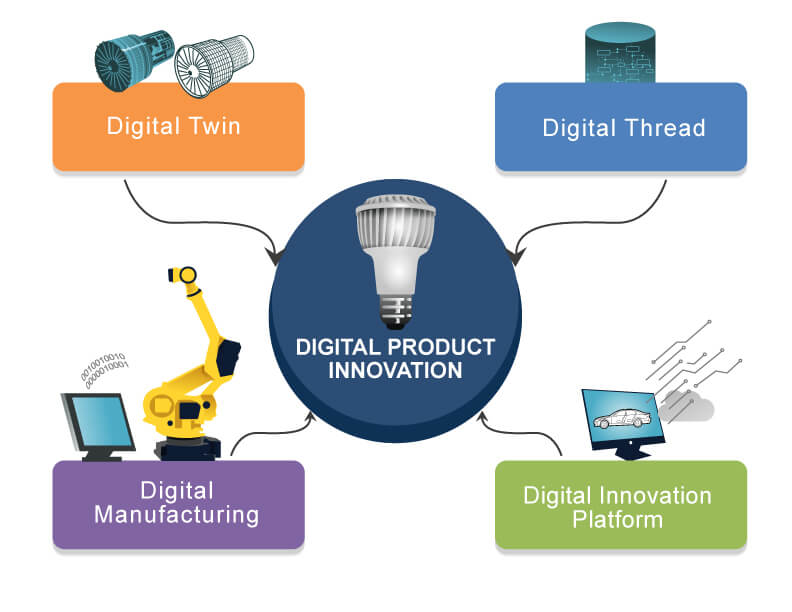 How can manufacturers improve their product innovation processes to outperform their competition? Jim Brown shares his perspective on digital transformation for innovation and invites manufacturers to take a free digital innovation assessment in his
How can manufacturers improve their product innovation processes to outperform their competition? Jim Brown shares his perspective on digital transformation for innovation and invites manufacturers to take a free digital innovation assessment in his  IT/OT convergence is beneficial and while mindsets must change, today's technologies make it possible to converge plant data.[/caption]
How can plants leverage all of their data more effectively? One foundation is for IT and OT to converge. But that does not have to be far in the future. My guest blog
IT/OT convergence is beneficial and while mindsets must change, today's technologies make it possible to converge plant data.[/caption]
How can plants leverage all of their data more effectively? One foundation is for IT and OT to converge. But that does not have to be far in the future. My guest blog 
 Lower the Cost of Quality
What’s the cost of poor-quality plastic parts? Tech-Clarity research finds that part quality is critical to product success, yet manufacturing defects in plastic parts is one of the top issues that negatively impacts product competitiveness. Unfortunately, it is hard to avoid manufacturing defects as 96% of surveyed manufacturers report finding them during mold trials. The cost is quite high as manufacturers find
Lower the Cost of Quality
What’s the cost of poor-quality plastic parts? Tech-Clarity research finds that part quality is critical to product success, yet manufacturing defects in plastic parts is one of the top issues that negatively impacts product competitiveness. Unfortunately, it is hard to avoid manufacturing defects as 96% of surveyed manufacturers report finding them during mold trials. The cost is quite high as manufacturers find
 Getting Ahead
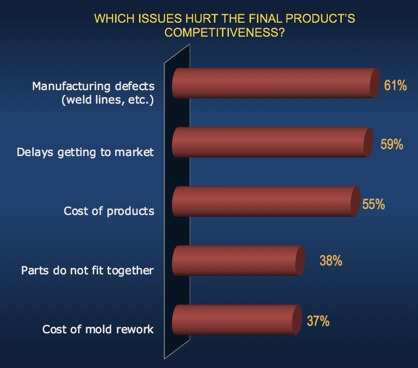
What's most important to winning your customer’s business? It doesn't matter if you are designing plastic parts or the mold; companies indicate quality, cost, and reliability are most important (see lower graph). Unfortunately, if you don't meet these objectives, not only will you fail to win new business, but the final product will be less competitive.
What Hurts Competitiveness?
If you can't produce plastic parts as designed, the entire product will be less successful. Companies rate manufacturing defects as the top issue to negatively impact competitiveness. Defects can range from cosmetic problems such as flow lines or burn marks to more severe issues that hurt the structural integrity. These problems ultimately gives customers the impression that the product suffers from poor quality.
Other resulting issues include market delays and excess cost. Problems found during the mold trial will contribute to both of these issues as the troubleshooting, reworking of the mold, or part design changes consume both time and budget. During that time, a competitor may beat you to market, or you may have a reduced window of opportunity to collect revenue. Excess costs either cut into profitability or dictate a less competitive price.
Improve Design
These problems reflect poorly on the entire product. Even an exceptional design will not realize its full market potential if the plastic parts give the impression the product is inferior. It’s critical to properly design plastic parts and ensure the mold produces them as designed.
Getting Ahead
What's most important to winning your customer’s business? It doesn't matter if you are designing plastic parts or the mold; companies indicate quality, cost, and reliability are most important (see lower graph). Unfortunately, if you don't meet these objectives, not only will you fail to win new business, but the final product will be less competitive.
What Hurts Competitiveness?
If you can't produce plastic parts as designed, the entire product will be less successful. Companies rate manufacturing defects as the top issue to negatively impact competitiveness. Defects can range from cosmetic problems such as flow lines or burn marks to more severe issues that hurt the structural integrity. These problems ultimately gives customers the impression that the product suffers from poor quality.
Other resulting issues include market delays and excess cost. Problems found during the mold trial will contribute to both of these issues as the troubleshooting, reworking of the mold, or part design changes consume both time and budget. During that time, a competitor may beat you to market, or you may have a reduced window of opportunity to collect revenue. Excess costs either cut into profitability or dictate a less competitive price.
Improve Design
These problems reflect poorly on the entire product. Even an exceptional design will not realize its full market potential if the plastic parts give the impression the product is inferior. It’s critical to properly design plastic parts and ensure the mold produces them as designed.
What step are many companies missing to ensure their Industry 4.0 initiatives succeed? Why Strategy Matters to Industry 4.0 Success discusses the importance of enterprise strategy. The right strategy makes even pilot projects more likely to live up to their potential. This eBook talks about how thinking big for enterprise transformation makes initiatives more pragmatic….