 You can also see related video interviews including:
You can also see related video interviews including:  [post_title] => Cloud Readiness (infographic)
[post_excerpt] =>
[post_status] => publish
[comment_status] => open
[ping_status] => open
[post_password] =>
[post_name] => cloud-readiness-infographic
[to_ping] =>
[pinged] =>
[post_modified] => 2022-11-14 22:26:09
[post_modified_gmt] => 2022-11-15 03:26:09
[post_content_filtered] =>
[post_parent] => 0
[guid] => https://tech-clarity.com/?p=9858
[menu_order] => 0
[post_type] => post
[post_mime_type] =>
[comment_count] => 0
[filter] => raw
)
[2] => WP_Post Object
(
[ID] => 9818
[post_author] => 2574
[post_date] => 2020-10-08 12:50:19
[post_date_gmt] => 2020-10-08 16:50:19
[post_content] =>
[post_title] => Cloud Readiness (infographic)
[post_excerpt] =>
[post_status] => publish
[comment_status] => open
[ping_status] => open
[post_password] =>
[post_name] => cloud-readiness-infographic
[to_ping] =>
[pinged] =>
[post_modified] => 2022-11-14 22:26:09
[post_modified_gmt] => 2022-11-15 03:26:09
[post_content_filtered] =>
[post_parent] => 0
[guid] => https://tech-clarity.com/?p=9858
[menu_order] => 0
[post_type] => post
[post_mime_type] =>
[comment_count] => 0
[filter] => raw
)
[2] => WP_Post Object
(
[ID] => 9818
[post_author] => 2574
[post_date] => 2020-10-08 12:50:19
[post_date_gmt] => 2020-10-08 16:50:19
[post_content] =>  What do manufacturers need to do to succeed and get results from their Industry 4.0 efforts?
What do manufacturers need to do to succeed and get results from their Industry 4.0 efforts?  How do companies make progress toward Industry 4.0? Based on our research, those who invest in people, processes, and technology for manufacturing data management have made more strides in Industry 4.0. Manufacturing Data Management: Lessons from Top Performers explores the many challenges of bringing together all the data production facilities need.
Please enjoy the summary* below. For the
How do companies make progress toward Industry 4.0? Based on our research, those who invest in people, processes, and technology for manufacturing data management have made more strides in Industry 4.0. Manufacturing Data Management: Lessons from Top Performers explores the many challenges of bringing together all the data production facilities need.
Please enjoy the summary* below. For the 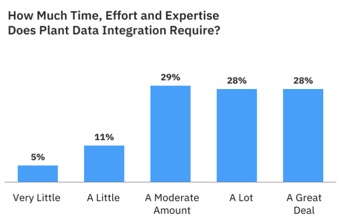 This research aims to learn about current challenges, strategies, and programs for manufacturing data management. Over 300 responded, from manufacturers in various industry segments and of all sizes, working with data from plants in every corner of the world. We uncovered a significant and nearly universal outstanding need: better ways to integrate IT and OT data. We also discovered that there are paths that appear to lead to greater success for those who travel them most aggressively.
This research aims to learn about current challenges, strategies, and programs for manufacturing data management. Over 300 responded, from manufacturers in various industry segments and of all sizes, working with data from plants in every corner of the world. We uncovered a significant and nearly universal outstanding need: better ways to integrate IT and OT data. We also discovered that there are paths that appear to lead to greater success for those who travel them most aggressively. 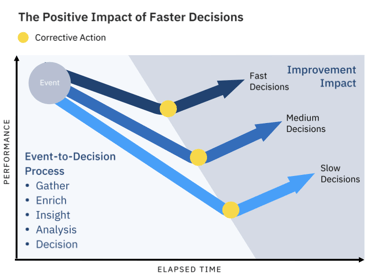 Even for Top Performers, challenges remain. These include data and systems integration, putting IT and OT data into a common context, agreeing on "sources of truth," and identifying data owners.
Note also that this is early days for coherent manufacturing data management. Yes, several times as many of the Top Performers have a program, staff members, capabilities, or dramatic gains on KPIs. Yet they are still only a minority.
There is more to do for every manufacturer. Faster decisions have always made a difference. However, doing things as we've done them may no longer suffice.
Seek New Approaches to Manufacturing Data Management
So, beyond doing what has been possible, we also encourage companies to seek new approaches. Solution providers are advancing their offerings. Some have integrated more functionality into plant systems. New offerings are becoming available to support manufacturing data management now and in the near future.
Be ready to explore new approaches. Validate their fit and ability to help meet your manufacturing data management challenges. Leverage both new and existing technologies and approaches to progress toward your Industry 4.0 vision.
Even for Top Performers, challenges remain. These include data and systems integration, putting IT and OT data into a common context, agreeing on "sources of truth," and identifying data owners.
Note also that this is early days for coherent manufacturing data management. Yes, several times as many of the Top Performers have a program, staff members, capabilities, or dramatic gains on KPIs. Yet they are still only a minority.
There is more to do for every manufacturer. Faster decisions have always made a difference. However, doing things as we've done them may no longer suffice.
Seek New Approaches to Manufacturing Data Management
So, beyond doing what has been possible, we also encourage companies to seek new approaches. Solution providers are advancing their offerings. Some have integrated more functionality into plant systems. New offerings are becoming available to support manufacturing data management now and in the near future.
Be ready to explore new approaches. Validate their fit and ability to help meet your manufacturing data management challenges. Leverage both new and existing technologies and approaches to progress toward your Industry 4.0 vision.
 How is the cloud playing a role in engineers' design processes?
Tech-Clarity’s Jim Brown got together (virtually) with
How is the cloud playing a role in engineers' design processes?
Tech-Clarity’s Jim Brown got together (virtually) with  You can also see related video interviews including:
You can also see related video interviews including:  CAD tools have evolved significantly over the last several decades, which has coincided with several platform shifts. With the advancements in tablets combined with evolutions in CAD, we may be at the dawn of the latest shift. Together, CAD on a tablet can offer many benefits. The combination can expand the use of CAD with greater accessibility and flexibility, improved productivity, and better customer service. This blog post discusses why that is and reveals several examples of how CAD on a tablet can benefit a company, especially smaller companies and start-ups.
Read the
CAD tools have evolved significantly over the last several decades, which has coincided with several platform shifts. With the advancements in tablets combined with evolutions in CAD, we may be at the dawn of the latest shift. Together, CAD on a tablet can offer many benefits. The combination can expand the use of CAD with greater accessibility and flexibility, improved productivity, and better customer service. This blog post discusses why that is and reveals several examples of how CAD on a tablet can benefit a company, especially smaller companies and start-ups.
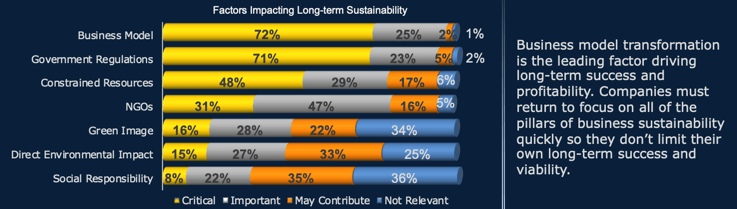
Read the  How are companies adjusting their strategies to survive COVID-19 disruption without losing sight of long-term business sustainability? Read our survey of over 190 companies to find out how they are prioritizing limited resources to maintain focus on success factors including:
How are companies adjusting their strategies to survive COVID-19 disruption without losing sight of long-term business sustainability? Read our survey of over 190 companies to find out how they are prioritizing limited resources to maintain focus on success factors including:
 Recognizing Turbulent Times
Recognizing Turbulent Times
 ware capabilities will help you improve how you integrate mechanical, electronics, and electrical designs?
Tech-Clarity’s buyer’s guide,
ware capabilities will help you improve how you integrate mechanical, electronics, and electrical designs?
Tech-Clarity’s buyer’s guide,  To make matters worse, there are inherent knowledge silos across the two domains. Ignoring these challenges and not finding solutions to break down barriers and bring the teams closer can come at a significant cost to the company. Tech-Clarity research [
To make matters worse, there are inherent knowledge silos across the two domains. Ignoring these challenges and not finding solutions to break down barriers and bring the teams closer can come at a significant cost to the company. Tech-Clarity research [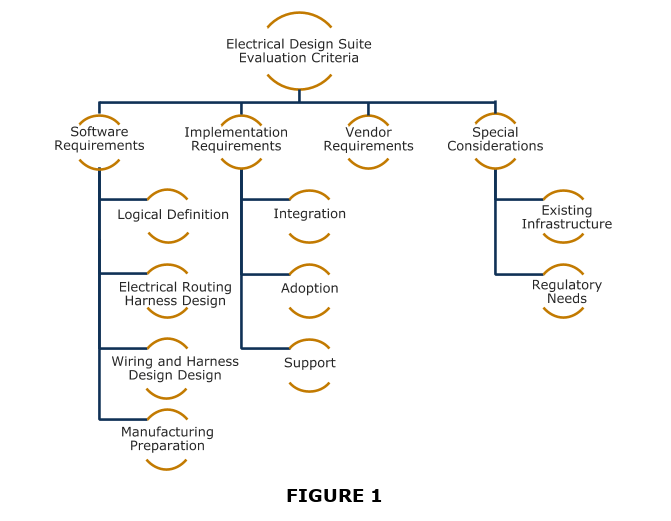 This guide is not an all-encompassing requirements list. It provides a high-level overview. PCB Design is also an important component of electrical and electronic systems design, but for the purposes of this guide, it was considered out of scope. For more information on a complete integrated product development suite beyond electrical design, read the Tech-Clarity report, “
This guide is not an all-encompassing requirements list. It provides a high-level overview. PCB Design is also an important component of electrical and electronic systems design, but for the purposes of this guide, it was considered out of scope. For more information on a complete integrated product development suite beyond electrical design, read the Tech-Clarity report, “
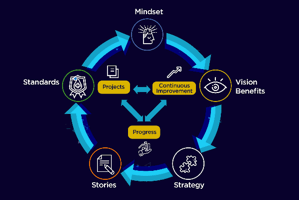
 What does effective storytelling have to do with succeeding with Industry 4.0? Plenty.
What does effective storytelling have to do with succeeding with Industry 4.0? Plenty. [post_title] => Succeeding with Industry 4.0: Understanding the Whole Elephant (article)
[post_excerpt] =>
[post_status] => publish
[comment_status] => open
[ping_status] => open
[post_password] =>
[post_name] => succeeding-with-industry4-0
[to_ping] =>
[pinged] =>
[post_modified] => 2022-11-14 22:25:56
[post_modified_gmt] => 2022-11-15 03:25:56
[post_content_filtered] =>
[post_parent] => 0
[guid] => https://tech-clarity.com/?p=9537
[menu_order] => 0
[post_type] => post
[post_mime_type] =>
[comment_count] => 0
[filter] => raw
)
[10] => WP_Post Object
(
[ID] => 9581
[post_author] => 2572
[post_date] => 2020-08-26 14:07:03
[post_date_gmt] => 2020-08-26 18:07:03
[post_content] =>
[post_title] => Succeeding with Industry 4.0: Understanding the Whole Elephant (article)
[post_excerpt] =>
[post_status] => publish
[comment_status] => open
[ping_status] => open
[post_password] =>
[post_name] => succeeding-with-industry4-0
[to_ping] =>
[pinged] =>
[post_modified] => 2022-11-14 22:25:56
[post_modified_gmt] => 2022-11-15 03:25:56
[post_content_filtered] =>
[post_parent] => 0
[guid] => https://tech-clarity.com/?p=9537
[menu_order] => 0
[post_type] => post
[post_mime_type] =>
[comment_count] => 0
[filter] => raw
)
[10] => WP_Post Object
(
[ID] => 9581
[post_author] => 2572
[post_date] => 2020-08-26 14:07:03
[post_date_gmt] => 2020-08-26 18:07:03
[post_content] =>  How can schools best prepare today's STEM students to close the engineering skills gap so that new graduates are ready for the real world?
Tech-Clarity’s research report, “
How can schools best prepare today's STEM students to close the engineering skills gap so that new graduates are ready for the real world?
Tech-Clarity’s research report, “ Requirements for New Engineers
Industry needs more engineering graduates. New engineers must be comfortable with cross discipline projects, a range of technology including digitalization, and horizontal organizations. Along with this deep skillset, industry wants engineers to be strong problem solvers with the aptitude to apply technology to solve problems.
Requirements for New Engineers
Industry needs more engineering graduates. New engineers must be comfortable with cross discipline projects, a range of technology including digitalization, and horizontal organizations. Along with this deep skillset, industry wants engineers to be strong problem solvers with the aptitude to apply technology to solve problems.  Schools should:
Schools should:
 Based on this research and our experience, Tech-Clarity offers the following recommendations:
Based on this research and our experience, Tech-Clarity offers the following recommendations:
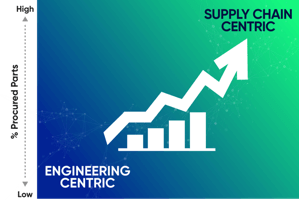
 What should supply chain-centric innovators consider when looking for PLM? How has the PLM landscape changed over the last several years, and how does SaaS fit into that picture?
Please enjoy the summary* below. For the
What should supply chain-centric innovators consider when looking for PLM? How has the PLM landscape changed over the last several years, and how does SaaS fit into that picture?
Please enjoy the summary* below. For the  "Cloud PLM" is not a Cookie Cutter Decision
"Cloud PLM" is not a Cookie Cutter Decision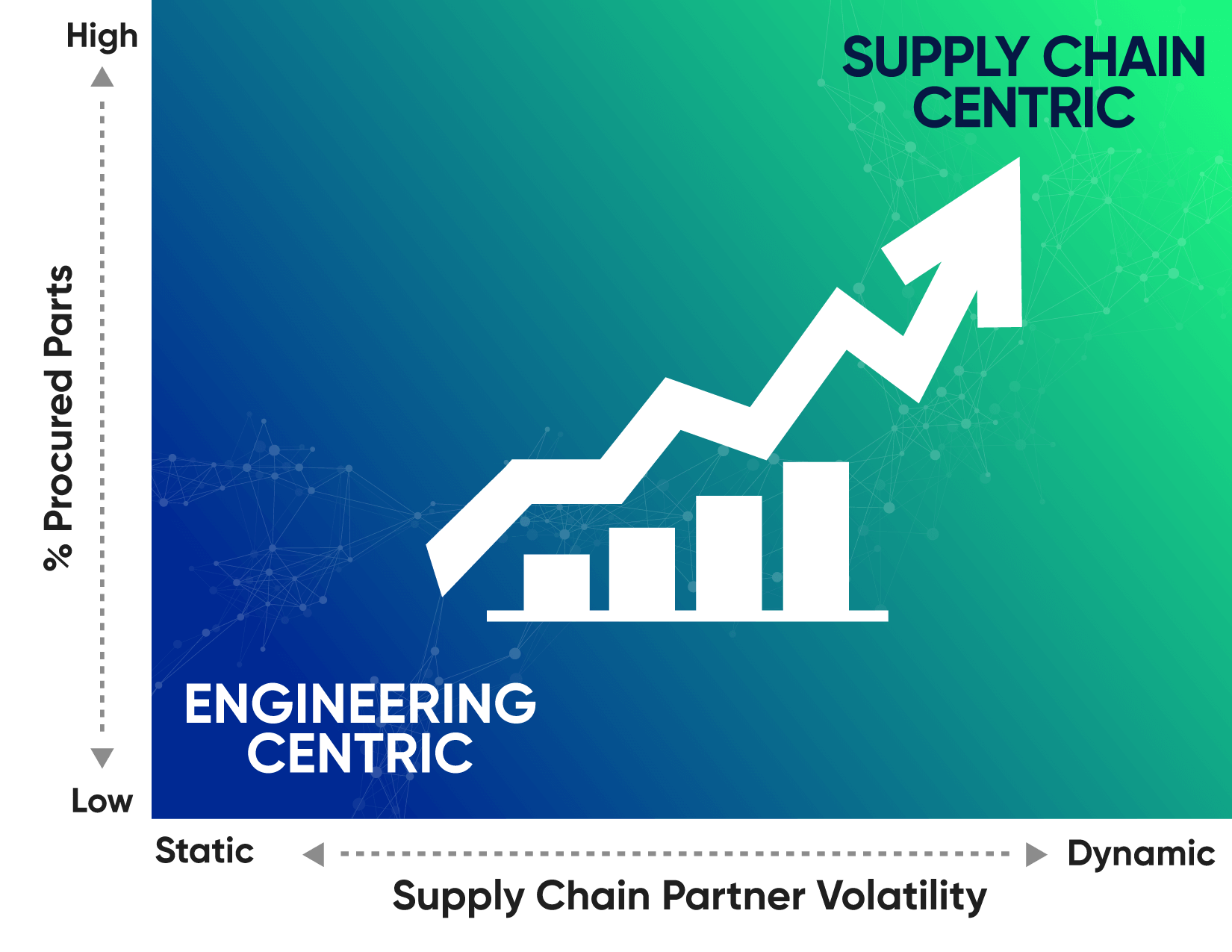
 Where should mold makers focus to boost business profitability?
With significant business pressures and the technical complexity of injection molding, mold making is a challenging business. While tool makers face many obstacles, those surveyed identified five top challenges that make it harder to maintain a successful business. This blog post reveals these top five challenges, and the strategies to deal with them.
Read the
Where should mold makers focus to boost business profitability?
With significant business pressures and the technical complexity of injection molding, mold making is a challenging business. While tool makers face many obstacles, those surveyed identified five top challenges that make it harder to maintain a successful business. This blog post reveals these top five challenges, and the strategies to deal with them.
Read the  How can manufacturers most effectively design, develop, and launch custom-engineered products that must be engineered to customer specifications? Tech-Clarity's eBook, Bringing Custom-Engineered Products to Market, shares survey data from over 200 companies to offer insights and best practices.
Please enjoy the summary* below.
How can manufacturers most effectively design, develop, and launch custom-engineered products that must be engineered to customer specifications? Tech-Clarity's eBook, Bringing Custom-Engineered Products to Market, shares survey data from over 200 companies to offer insights and best practices.
Please enjoy the summary* below. 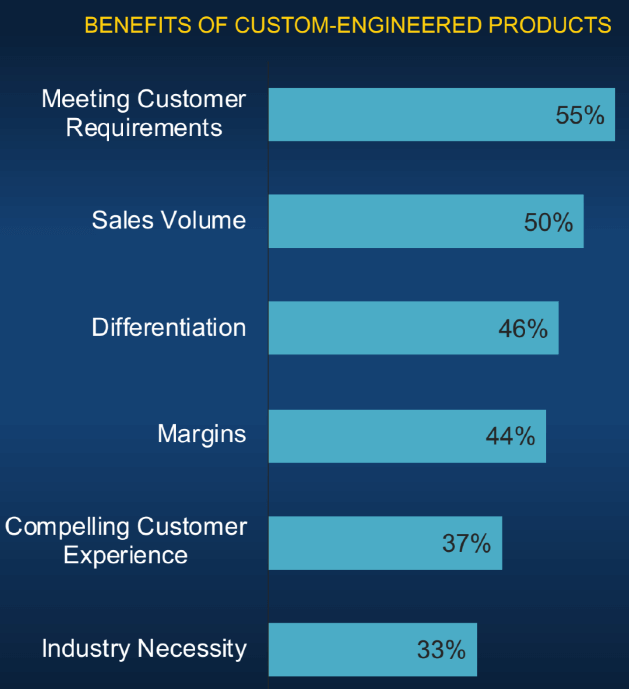 Custom-Engineering Increases the Top Line
Product customization has increased in recent years and is expected to continue to grow "significantly" for most companies over the next several years. What's driving this expansion? The benefits reported by our survey respondents help explain why.
Customization Improves the Bottom Line
Driving higher sales is no guarantee of greater profitability. If custom-engineering results in selling products too cheaply or allowing costs to get out of control, the company can still lose money. Fortunately, 44% of respondents also share the custom-engineered products help them achieve higher sales margins. Whatever the cause, higher margins help ensure that the top-line benefits of custom-engineered products fall to the bottom line.
Custom-Engineering Increases the Top Line
Product customization has increased in recent years and is expected to continue to grow "significantly" for most companies over the next several years. What's driving this expansion? The benefits reported by our survey respondents help explain why.
Customization Improves the Bottom Line
Driving higher sales is no guarantee of greater profitability. If custom-engineering results in selling products too cheaply or allowing costs to get out of control, the company can still lose money. Fortunately, 44% of respondents also share the custom-engineered products help them achieve higher sales margins. Whatever the cause, higher margins help ensure that the top-line benefits of custom-engineered products fall to the bottom line.
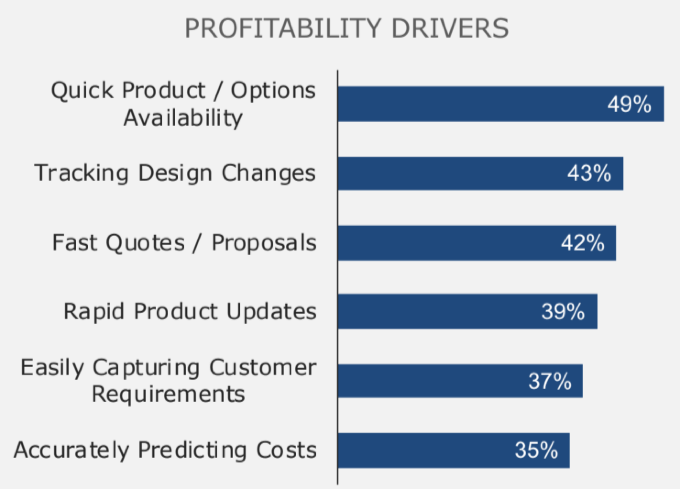 Speed without control, however, can be counterproductive. It could lead to errors or delays if companies don’t design quality into their designs upfront. These problems can have a significant impact considering that respondents say most of their engineering customization happens during customer inquiry / investigation phase and/or during quote / proposal stage – when time is at a premium.
Speed without control, however, can be counterproductive. It could lead to errors or delays if companies don’t design quality into their designs upfront. These problems can have a significant impact considering that respondents say most of their engineering customization happens during customer inquiry / investigation phase and/or during quote / proposal stage – when time is at a premium.
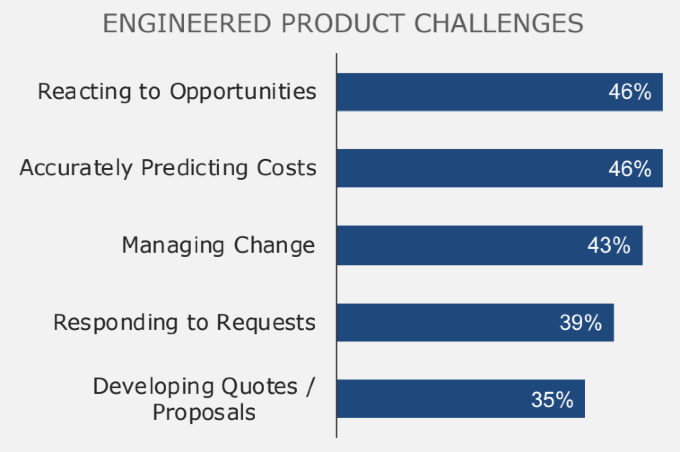 The challenges highlighted create serious consequences. Survey respondents indicate that these challenges lead to low margins, inefficiency, unhappy customers, rework/scrap, lost orders, missed market opportunities, and more. These are the negative business consequences of speed without control.
The challenges highlighted create serious consequences. Survey respondents indicate that these challenges lead to low margins, inefficiency, unhappy customers, rework/scrap, lost orders, missed market opportunities, and more. These are the negative business consequences of speed without control.
 Are your production approaches as smart as they are sophisticated? Before you answer, consider whether all the information about each aspect of the fab is readily available. Imagine the benefits in flexibility, quality, costs, agility, speed, confidence... this is the vision of smart manufacturing. To capture today’s myriad opportunities, these improvements are essential. The good news is, it’s possible today. Please visit our sponsor Siemens for the
Are your production approaches as smart as they are sophisticated? Before you answer, consider whether all the information about each aspect of the fab is readily available. Imagine the benefits in flexibility, quality, costs, agility, speed, confidence... this is the vision of smart manufacturing. To capture today’s myriad opportunities, these improvements are essential. The good news is, it’s possible today. Please visit our sponsor Siemens for the 
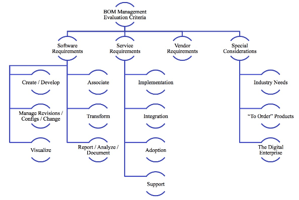
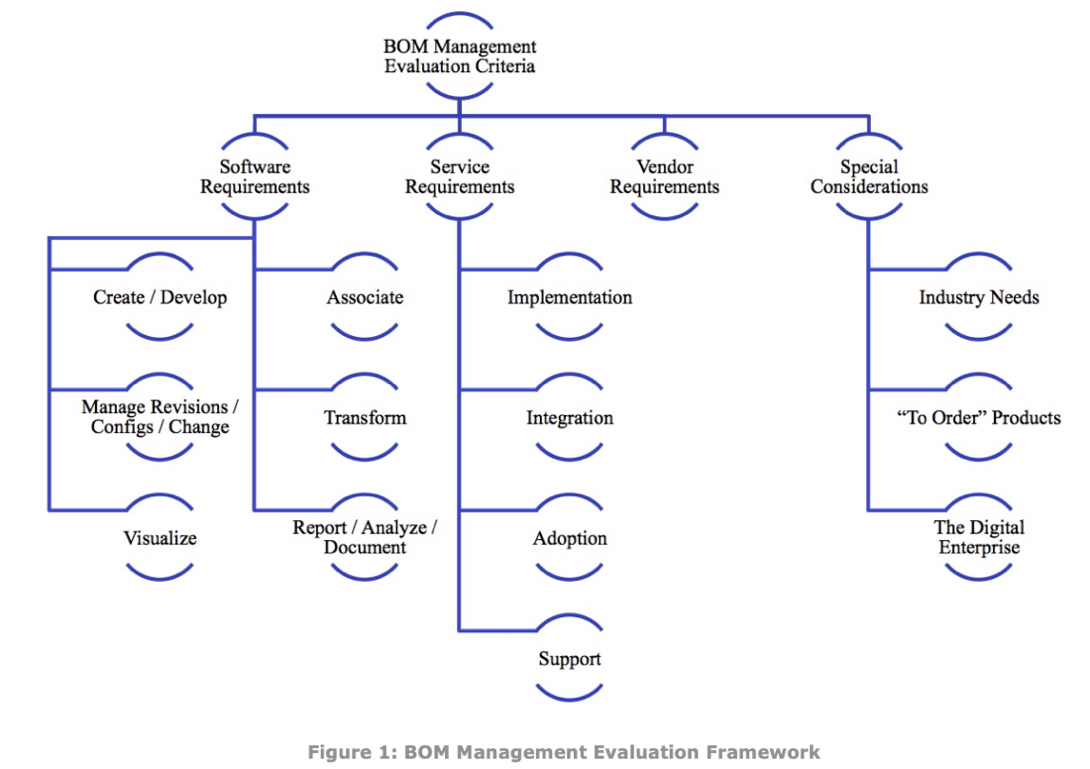 Diagnosing BOM Management Issues
Diagnosing BOM Management Issues
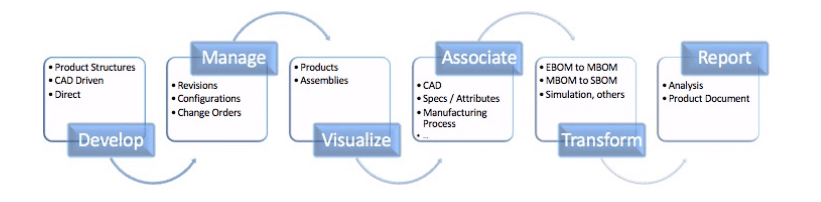 It’s important to recognize that these requirements are in addition to the basic needs of managing product data, as most companies will extend their PDM or PLM environment to manage BOMs. These solutions provide platform capabilities such as access control and IP protection that serve as a critical foundation for effective BOM management.
It’s important to recognize that these requirements are in addition to the basic needs of managing product data, as most companies will extend their PDM or PLM environment to manage BOMs. These solutions provide platform capabilities such as access control and IP protection that serve as a critical foundation for effective BOM management.
 What do manufacturers need to know when they select a cloud Product Lifecycle Management (PLM) solution?
What do manufacturers need to know when they select a cloud Product Lifecycle Management (PLM) solution?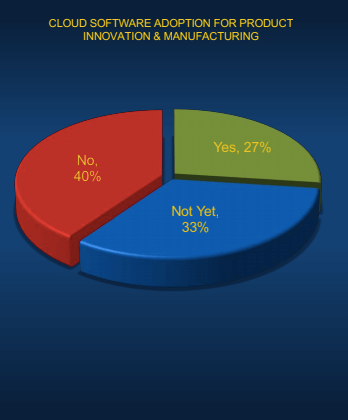 A Solution First Approach
Cloud solutions are becoming more popular, yet PLM adoption in the cloud has been slower than other applications. The transition, however, is picking up pace. In fact, more companies are now asking, "why
A Solution First Approach
Cloud solutions are becoming more popular, yet PLM adoption in the cloud has been slower than other applications. The transition, however, is picking up pace. In fact, more companies are now asking, "why  Enterprise PLM expands that value by further helping companies develop, manufacture, and support their products. Our PLM Beyond Managing CAD study finds that expanded PLM use improves business performance, and that higher performing companies have more departments and third parties using PLM.
Get the Right PLM to Provide the Value
PLM drives tangible business value. This value is evolving and expanding quickly as companies pursue digital enterprise initiatives and expand the benefits to new business models capabilities. This value is available, but requires the right PLM system.
Enterprise PLM expands that value by further helping companies develop, manufacture, and support their products. Our PLM Beyond Managing CAD study finds that expanded PLM use improves business performance, and that higher performing companies have more departments and third parties using PLM.
Get the Right PLM to Provide the Value
PLM drives tangible business value. This value is evolving and expanding quickly as companies pursue digital enterprise initiatives and expand the benefits to new business models capabilities. This value is available, but requires the right PLM system.
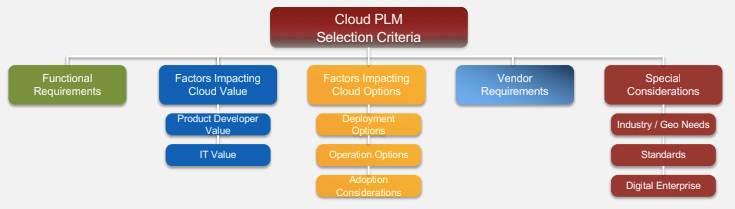 Recommendations for Cloud PLM Selection
To help companies research and analyze potential solutions based on company needs, including needs that help deliver benefits well into the future, Tech-Clarity offers the following recommendations:
Recommendations for Cloud PLM Selection
To help companies research and analyze potential solutions based on company needs, including needs that help deliver benefits well into the future, Tech-Clarity offers the following recommendations:
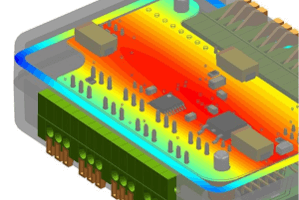
 Is structural analysis enough or should design engineers use CFD too?
This
Is structural analysis enough or should design engineers use CFD too?
ThisHow is the availability of cloud applications for engineering changing the way people work? Tech-Clarity’s Jim Brown got together (virtually) with Siemens Digital Industries Software Senior Marketing Director Paul Brown to share perspectives. You can also see related video interviews including: Designing on the Cloud Discussion with Paul Brown, Digital Transformation Progress with Bob Jones, Cloud Progress…