 Would you like to learn more about one of the fastest growing best practices for systems engineering, MBSE: The Unsung Hero?
Would you like to learn more about one of the fastest growing best practices for systems engineering, MBSE: The Unsung Hero?  [post_title] => MBSE: The Unsung Hero
[post_excerpt] =>
[post_status] => publish
[comment_status] => open
[ping_status] => open
[post_password] =>
[post_name] => mbse-virtual-event
[to_ping] =>
[pinged] =>
[post_modified] => 2024-01-08 21:52:01
[post_modified_gmt] => 2024-01-09 02:52:01
[post_content_filtered] =>
[post_parent] => 0
[guid] => https://tech-clarity.com/?p=10883
[menu_order] => 0
[post_type] => post
[post_mime_type] =>
[comment_count] => 0
[filter] => raw
)
[1] => WP_Post Object
(
[ID] => 10875
[post_author] => 2574
[post_date] => 2021-09-16 12:26:01
[post_date_gmt] => 2021-09-16 16:26:01
[post_content] =>
[post_title] => MBSE: The Unsung Hero
[post_excerpt] =>
[post_status] => publish
[comment_status] => open
[ping_status] => open
[post_password] =>
[post_name] => mbse-virtual-event
[to_ping] =>
[pinged] =>
[post_modified] => 2024-01-08 21:52:01
[post_modified_gmt] => 2024-01-09 02:52:01
[post_content_filtered] =>
[post_parent] => 0
[guid] => https://tech-clarity.com/?p=10883
[menu_order] => 0
[post_type] => post
[post_mime_type] =>
[comment_count] => 0
[filter] => raw
)
[1] => WP_Post Object
(
[ID] => 10875
[post_author] => 2574
[post_date] => 2021-09-16 12:26:01
[post_date_gmt] => 2021-09-16 16:26:01
[post_content] =>  Manufacturing is constantly evolving, so how do you define advanced manufacturing?
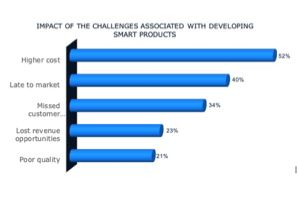
Manufacturing is constantly evolving, so how do you define advanced manufacturing? Competition is fierce for today’s manufacturers as they seek to win market share from both traditional competitors and emerging start-ups, often at a global level. Consequently, product engineering and innovation play a crucial role in competitive differentiation. Innovation opportunities range from smarter features to new service offerings, which require increases in software, electronics, connectivity, sensors, components, and more. In fact, a Tech-Clarity study,
Competition is fierce for today’s manufacturers as they seek to win market share from both traditional competitors and emerging start-ups, often at a global level. Consequently, product engineering and innovation play a crucial role in competitive differentiation. Innovation opportunities range from smarter features to new service offerings, which require increases in software, electronics, connectivity, sensors, components, and more. In fact, a Tech-Clarity study, 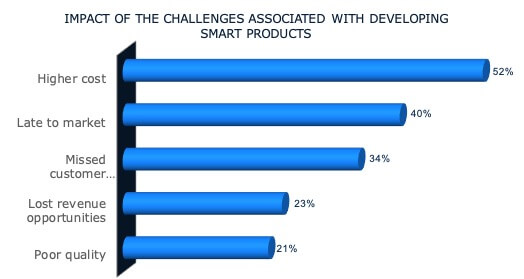
 How can you navigate digitalization challenges in a way that will evolve with current and future needs? Join this
How can you navigate digitalization challenges in a way that will evolve with current and future needs? Join this  You can also learn more from the underlying research study,
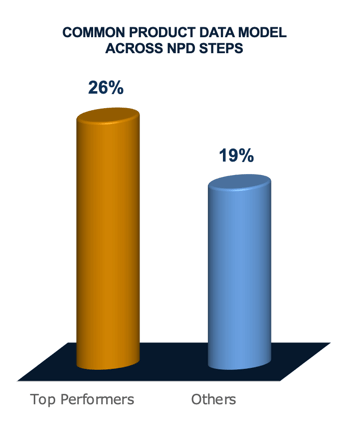
You can also learn more from the underlying research study,  What is more important to meeting new product development due dates, individual engineering productivity or product development efficiency? We surveyed over 160 companies to find out.
What is more important to meeting new product development due dates, individual engineering productivity or product development efficiency? We surveyed over 160 companies to find out.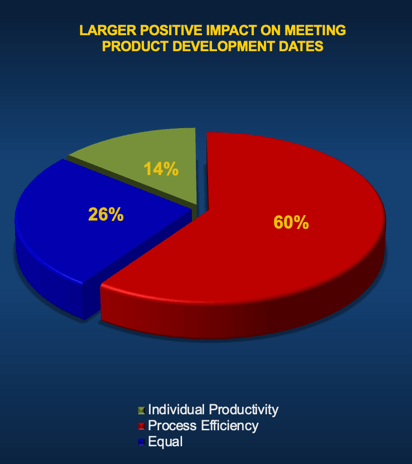 First, let’s be clear that manufacturers can’t choose between individual engineering efficiency and product development speed and agility. They are clearly inextricably related. NPD relies on efficient and effective engineering, but developing a successful product requires input and coordination from multiple disciplines, departments, and the supply chain. Process and project-level challenges can cause productivity loss on a grand scale.
Process Efficiency Outweighs Individual Productivity
When it comes to meeting product development due dates, inefficient NPD processes can make even the most efficient engineering teams miss time-to-market objectives. Researchers asked what has a larger positive impact on meeting product development due dates:
First, let’s be clear that manufacturers can’t choose between individual engineering efficiency and product development speed and agility. They are clearly inextricably related. NPD relies on efficient and effective engineering, but developing a successful product requires input and coordination from multiple disciplines, departments, and the supply chain. Process and project-level challenges can cause productivity loss on a grand scale.
Process Efficiency Outweighs Individual Productivity
When it comes to meeting product development due dates, inefficient NPD processes can make even the most efficient engineering teams miss time-to-market objectives. Researchers asked what has a larger positive impact on meeting product development due dates:
 Manufacturers should leverage a product innovation platform that streamlines product development by:
Manufacturers should leverage a product innovation platform that streamlines product development by:
 How can a customized PLM system be moved to the cloud and avoid becoming stuck in a dead-end? Join James White, VP Digital Innovation Research, Tech-Clarity, and
How can a customized PLM system be moved to the cloud and avoid becoming stuck in a dead-end? Join James White, VP Digital Innovation Research, Tech-Clarity, and  [post_title] => Extending the Digital Thread to the Customer Experience (webcast)
[post_excerpt] =>
[post_status] => publish
[comment_status] => open
[ping_status] => open
[post_password] =>
[post_name] => customer-experience-webcast
[to_ping] =>
[pinged] =>
[post_modified] => 2022-11-14 22:27:07
[post_modified_gmt] => 2022-11-15 03:27:07
[post_content_filtered] =>
[post_parent] => 0
[guid] => https://tech-clarity.com/?p=10769
[menu_order] => 0
[post_type] => post
[post_mime_type] =>
[comment_count] => 0
[filter] => raw
)
[8] => WP_Post Object
(
[ID] => 10761
[post_author] => 2574
[post_date] => 2021-08-12 12:57:48
[post_date_gmt] => 2021-08-12 16:57:48
[post_content] =>
[post_title] => Extending the Digital Thread to the Customer Experience (webcast)
[post_excerpt] =>
[post_status] => publish
[comment_status] => open
[ping_status] => open
[post_password] =>
[post_name] => customer-experience-webcast
[to_ping] =>
[pinged] =>
[post_modified] => 2022-11-14 22:27:07
[post_modified_gmt] => 2022-11-15 03:27:07
[post_content_filtered] =>
[post_parent] => 0
[guid] => https://tech-clarity.com/?p=10769
[menu_order] => 0
[post_type] => post
[post_mime_type] =>
[comment_count] => 0
[filter] => raw
)
[8] => WP_Post Object
(
[ID] => 10761
[post_author] => 2574
[post_date] => 2021-08-12 12:57:48
[post_date_gmt] => 2021-08-12 16:57:48
[post_content] =>  What’s the one constant for manufacturers today? Change.
What’s the one constant for manufacturers today? Change. 
 Smart Products are Mandatory
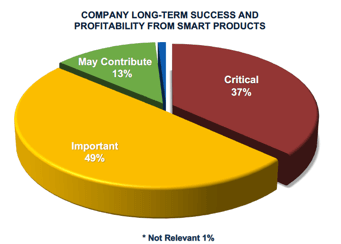
Our research on smart products has clearly shown the importance and expected growth of smart products. Since our earlier studies, our experience shows that companies have been aggressively transitioning to smarter products as predicted. At this time, survey respondents clearly indicate how critical the transformation has become. A full 86% of respondents indicate that smart products are important to support the long-term success and profitability of their company. Over one-third say they are critical.
Smart Product Requirements are Expanding
The move to smart products, however, is a journey. Not all companies with smart products have reached their full potential. Already in 2017, our research showed that over one-half of companies developing smart products feared losing market share unless they continually made products smarter2.
Are Smart Products Enough?
At this time researchers set out to investigate whether even making products “smarter” is enough to continually leverage smart products for profitability. There is a wide variety of maturity in how these products are used to drive value. We believe that smart products merely set the stage for even greater levels of business value unlocked by new, digital business models. Let’s take a look.
Smart Products are Mandatory
Our research on smart products has clearly shown the importance and expected growth of smart products. Since our earlier studies, our experience shows that companies have been aggressively transitioning to smarter products as predicted. At this time, survey respondents clearly indicate how critical the transformation has become. A full 86% of respondents indicate that smart products are important to support the long-term success and profitability of their company. Over one-third say they are critical.
Smart Product Requirements are Expanding
The move to smart products, however, is a journey. Not all companies with smart products have reached their full potential. Already in 2017, our research showed that over one-half of companies developing smart products feared losing market share unless they continually made products smarter2.
Are Smart Products Enough?
At this time researchers set out to investigate whether even making products “smarter” is enough to continually leverage smart products for profitability. There is a wide variety of maturity in how these products are used to drive value. We believe that smart products merely set the stage for even greater levels of business value unlocked by new, digital business models. Let’s take a look.
 Quantifying the Advantage
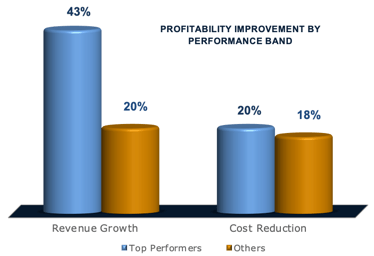
Researchers quantified the reported performance advantages by comparing the profitability improvements of the Top Performers as compared to the Others.
They found that Top Performers have, on average, increased revenue by 43%. That’s twice as much as Others. They have also decreased cost by about 11% more than Others. Clearly, these companies are doing something differently.
Identifying Best Practices
Researchers examined the practices, capabilities, and technology of the Top Performers in order to understand what they do differently. They found important differences in the capabilities and technology that reflect higher maturity related to smart products. Then, they used this information to make recommendations to Others to improve their own performance.
Quantifying the Advantage
Researchers quantified the reported performance advantages by comparing the profitability improvements of the Top Performers as compared to the Others.
They found that Top Performers have, on average, increased revenue by 43%. That’s twice as much as Others. They have also decreased cost by about 11% more than Others. Clearly, these companies are doing something differently.
Identifying Best Practices
Researchers examined the practices, capabilities, and technology of the Top Performers in order to understand what they do differently. They found important differences in the capabilities and technology that reflect higher maturity related to smart products. Then, they used this information to make recommendations to Others to improve their own performance.
 How can engineers improve efficiency, personal productivity and find the information they need faster? Join this live Onshape webcast with James White, VP of Digital Innovation Research at Tech-Clarity;
How can engineers improve efficiency, personal productivity and find the information they need faster? Join this live Onshape webcast with James White, VP of Digital Innovation Research at Tech-Clarity;  Could medical device companies improve both patient outcomes and profit? Yes, and Predictive Quality for Medical Devices: Comprehensive Data to Move Risk-based Approaches into Production discusses how to
Could medical device companies improve both patient outcomes and profit? Yes, and Predictive Quality for Medical Devices: Comprehensive Data to Move Risk-based Approaches into Production discusses how to  Quality is the cornerstone of medical device manufacturers’ success and touches every aspect of the business. Quality is paramount not only for cost and compliance but for patient outcomes. As a result, many companies use sophisticated simulation and analysis to predict outcomes in research and development (R&D). Yet, that is only a part of the quality system. It’s time to expand predictive quality into production – and to create feedback loops.
Quality is the cornerstone of medical device manufacturers’ success and touches every aspect of the business. Quality is paramount not only for cost and compliance but for patient outcomes. As a result, many companies use sophisticated simulation and analysis to predict outcomes in research and development (R&D). Yet, that is only a part of the quality system. It’s time to expand predictive quality into production – and to create feedback loops.  With the crisis phase of COVID-19 passing, how are companies adjusting corporate strategies and priorities to address intensified business risk and disruption? How are they setting transformation strategies to ensure long-term business success and profitability in the face of rapidly evolving business models, new technology adoption, environmental concerns, socio-economic issues, and political uncertainty? We surveyed 246 organizations to find out.
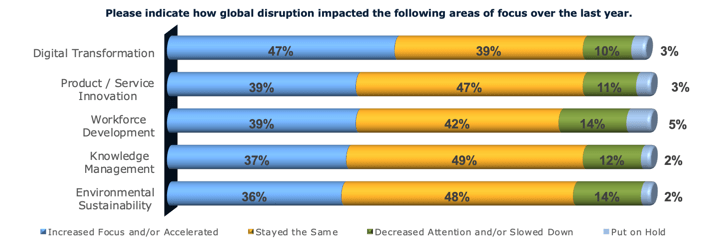
With the crisis phase of COVID-19 passing, how are companies adjusting corporate strategies and priorities to address intensified business risk and disruption? How are they setting transformation strategies to ensure long-term business success and profitability in the face of rapidly evolving business models, new technology adoption, environmental concerns, socio-economic issues, and political uncertainty? We surveyed 246 organizations to find out.
 2021 Reaction Reflects a More Long-term View
The current survey results indicate that organizations are returning to a more balanced response across the pillars of business sustainability. Over the last year, we've seen workforce development and environmental sustainability focus rebound. The number of organizations that report they are increasing focus or accelerating environmental sustainability efforts tripled from 12% to 36%, and those that are increasing attention on workforce development grew by 255%. These changes are encouraging, but also reflect the reality that many took a step back from these needs due to the magnitude of the disruption. The return to a balanced approach will help organizations recover and transition to a new normal.
2021 Reaction Reflects a More Long-term View
The current survey results indicate that organizations are returning to a more balanced response across the pillars of business sustainability. Over the last year, we've seen workforce development and environmental sustainability focus rebound. The number of organizations that report they are increasing focus or accelerating environmental sustainability efforts tripled from 12% to 36%, and those that are increasing attention on workforce development grew by 255%. These changes are encouraging, but also reflect the reality that many took a step back from these needs due to the magnitude of the disruption. The return to a balanced approach will help organizations recover and transition to a new normal.
 Digital Transformation Is Becoming The Norm
We put greater emphasis on technology in this year's survey because almost one-half of businesses increased focus and/or accelerated digital transformation last year due to the pandemic. This is not just due to the pandemic, of course. Our survey on the state of digital transformation3 found that more than one-half of respondents believe that digital initiatives are "important" if not "critical" to their business strategy. This survey supports that, showing the high strategic importance of digital transformation. It also points to the need to enable more remote work and collaboration, which requires new, digital technologies.
Sustainability Requires New Technology Adoption
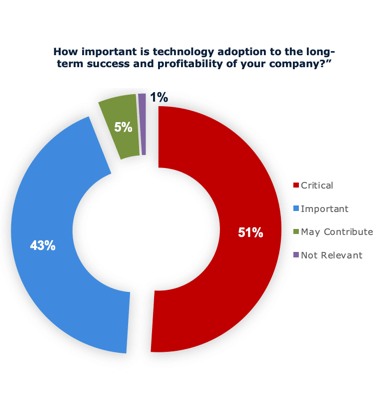
How important, then, did respondents report that technology adoption is to their company's long-term success and profitability? Just over half say it's critical, and a full 94% state that it's at least important. The answer is not surprising. Many traditional organizations are in the process of becoming digital businesses. The message is clear; technology is a vital enabler of long-term business sustainability.
Digital Transformation Is Becoming The Norm
We put greater emphasis on technology in this year's survey because almost one-half of businesses increased focus and/or accelerated digital transformation last year due to the pandemic. This is not just due to the pandemic, of course. Our survey on the state of digital transformation3 found that more than one-half of respondents believe that digital initiatives are "important" if not "critical" to their business strategy. This survey supports that, showing the high strategic importance of digital transformation. It also points to the need to enable more remote work and collaboration, which requires new, digital technologies.
Sustainability Requires New Technology Adoption
How important, then, did respondents report that technology adoption is to their company's long-term success and profitability? Just over half say it's critical, and a full 94% state that it's at least important. The answer is not surprising. Many traditional organizations are in the process of becoming digital businesses. The message is clear; technology is a vital enabler of long-term business sustainability.
 How can manufacturers get closer to customers, gain more intimacy, and create more business value for themselves and their customers? How does extending the digital thread into the customer experience and operational phase of the product lifecycle help? Our eBook shares the results of interviews with eight manufacturers to shed some light.
How can manufacturers get closer to customers, gain more intimacy, and create more business value for themselves and their customers? How does extending the digital thread into the customer experience and operational phase of the product lifecycle help? Our eBook shares the results of interviews with eight manufacturers to shed some light. Dimensions of Digital Thread Maturity
Our interviews discovered a variety of digital thread maturity levels with expanding levels of value. We found significant variation in the maturity of digital threads capabilities in:
Dimensions of Digital Thread Maturity
Our interviews discovered a variety of digital thread maturity levels with expanding levels of value. We found significant variation in the maturity of digital threads capabilities in:
 The value is available, and each company should decide how best to take advantage of it. In the process, they will need to consider organizational elements like incentives, training, and developing buy-in. They should adopt best practice processes that incorporate data collection and install a sense of data quality ownership. Lastly, they should look to create a platform of solutions that integrates all of the product and customer experience elements together from underlying systems, including; PLM, ERP, MES, SLM, and CRM. The vision is achievable and starts with a strategy that can be implemented over time to drive new value.
The value is available, and each company should decide how best to take advantage of it. In the process, they will need to consider organizational elements like incentives, training, and developing buy-in. They should adopt best practice processes that incorporate data collection and install a sense of data quality ownership. Lastly, they should look to create a platform of solutions that integrates all of the product and customer experience elements together from underlying systems, including; PLM, ERP, MES, SLM, and CRM. The vision is achievable and starts with a strategy that can be implemented over time to drive new value.
 What is the best way for engineers to manage multiple design criteria, impacted by multiple physics, yet still meet deadlines, cost targets, and quality requirements?
What is the best way for engineers to manage multiple design criteria, impacted by multiple physics, yet still meet deadlines, cost targets, and quality requirements? With global competition and an uncertain economy, companies face significant pressure to develop the right products. To attract customers, engineers must balance numerous criteria, often conflicting, to meet product requirements for quality, reliability, innovation, and performance. They must assess the impact of an assortment of complex materials, components, and subsystems and evaluate how they will perform in a wide range of scenarios. Missing the mark can put market share at risk.
Growing Complexity
Navigating this complexity is no small feat as it requires a deep level of expertise. The sheer variety of physics involved make it incredibly difficult for engineers to confidently make decisions. Personal experience simply isn’t enough. In fact, 67% of survey respondents say complexity has grown over the last five years, and 44% find it has gotten even harder to make critical design decisions. Yet, Top Performers are 58% more likely than their competitors to be confident in their decisions.
Better Decisions
Despite complexity, Top Performers are 2.2 times more likely than Others to have effective processes to understand trade-offs and optimize products. A key differentiator leading to their success it their ability to simulate multiple physics. Top Performers are 89% more likely than Others to find analyzing multiple physics makes design decisions easier. Even those developing simple products reveal simulating multiple physics helps them become more competitive.
With global competition and an uncertain economy, companies face significant pressure to develop the right products. To attract customers, engineers must balance numerous criteria, often conflicting, to meet product requirements for quality, reliability, innovation, and performance. They must assess the impact of an assortment of complex materials, components, and subsystems and evaluate how they will perform in a wide range of scenarios. Missing the mark can put market share at risk.
Growing Complexity
Navigating this complexity is no small feat as it requires a deep level of expertise. The sheer variety of physics involved make it incredibly difficult for engineers to confidently make decisions. Personal experience simply isn’t enough. In fact, 67% of survey respondents say complexity has grown over the last five years, and 44% find it has gotten even harder to make critical design decisions. Yet, Top Performers are 58% more likely than their competitors to be confident in their decisions.
Better Decisions
Despite complexity, Top Performers are 2.2 times more likely than Others to have effective processes to understand trade-offs and optimize products. A key differentiator leading to their success it their ability to simulate multiple physics. Top Performers are 89% more likely than Others to find analyzing multiple physics makes design decisions easier. Even those developing simple products reveal simulating multiple physics helps them become more competitive.
 Based on industry experience and research for this report, Tech-Clarity offers the following recommendations:
Based on industry experience and research for this report, Tech-Clarity offers the following recommendations:
 Could your overall equipment effectiveness (OEE) metrics do more to accelerate improvement? Most manufacturers' can, but not necessarily by doing what they have been doing. Read our eBook, Getting Beyond Percentages to Insights with OEE, to learn more.
Could your overall equipment effectiveness (OEE) metrics do more to accelerate improvement? Most manufacturers' can, but not necessarily by doing what they have been doing. Read our eBook, Getting Beyond Percentages to Insights with OEE, to learn more.
 How ready are manufacturers and AEC companies to embrace the cloud in engineering?
How ready are manufacturers and AEC companies to embrace the cloud in engineering? You can also watch the first of AMC Bridge's webcast series with Tech-Clarity here:
You can also watch the first of AMC Bridge's webcast series with Tech-Clarity here: Would you like to learn more about one of the fastest growing best practices for systems engineering, MBSE: The Unsung Hero? Michelle Boucher joined an expert panel to discuss MBSE as the unsung hero of systems engineering and a key enabler of innovation in complex products. The panel discussed: How MBSE is different The value…