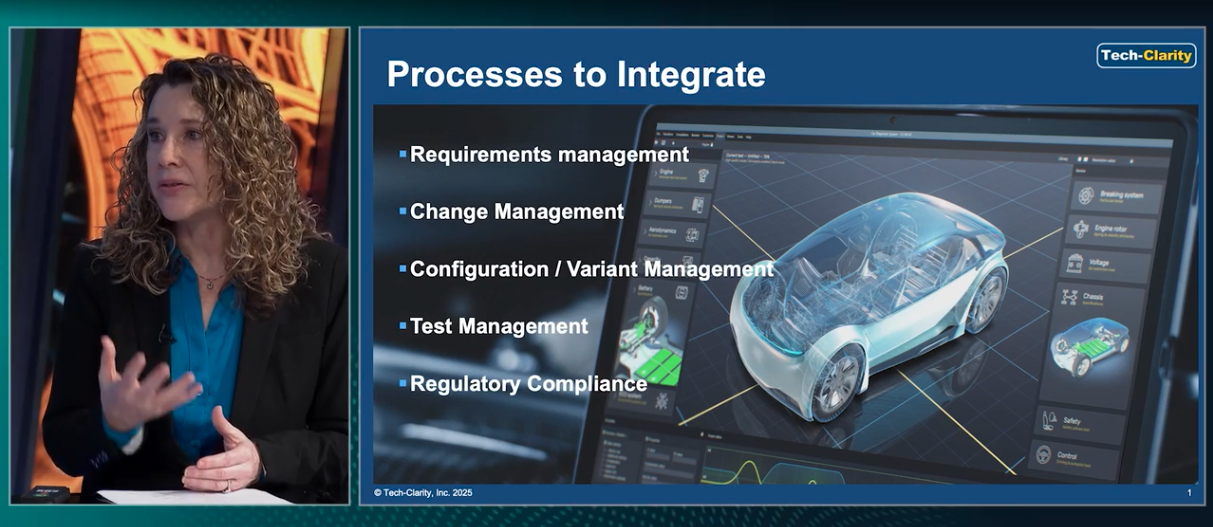























What should Automotive companies consider when integrating ALM and PLM? In today’s automotive industry, software is a critical differentiator. From advanced driver assistance systems (ADAS) to infotainment and over-the-air updates, software brings much opportunity for innovation. As we move toward software-defined vehicles, it is critical that hardware and software development become as integrated as possible….